

蓝光激光焊接铜(高反光金属)极具优势
如今,工业激光在材料加工、消费电子、汽车制造和国防领域具有重要应用,如焊接、切割和熔覆等。与传统的材料处理相比,它们更快、更灵活、更精确、更清洁,且不需要冷却液或溶剂,因此不会留下颗粒残留物,避免了额外的清洗工序。
这些特性使得激光非常适合切割和焊接。但是,目前流行的红外激光(波长1 µm)以及二氧化碳激光器(波长10.6 µm),对常见波长反射率高的材料不奏效或者不能焊接,尤其是金、银、铜等有色金属,限制了激光在电池、电子和电动汽车方面的应用。
2017年以来,一种蓝光激光器逐渐引起了人们的注意,450 nm蓝光激光对常见波长反射率高的材料的吸收率非常高。若是相同的应用,原本几千瓦的红外激光器功率,切换到蓝光时只需要500 W,并且解决了红外激光焊接时“大量飞溅污染”的问题。
金属材料的低光学吸收率
在焊接领域,激光的精度和灵活性明显优于其它焊接方法。激光焊接具有高功率密度特点,可在指定的、非常小的区域熔化目标材料,形成尺寸精确和美观的焊缝,且热影响区小,不会影响材料性能。但是,金属材料的光学吸收性能差,在一定程度上会抵消上述优点,例如在1080nm波长附近,铜的辐射能量吸收率只有5%。
吸收率低意味着需要大量额外的激光能量来产生熔池。然而一旦熔池形成,吸收率就会突然增高,导致工艺过程窗口非常狭窄、材料熔穿。因此,过程中激光功率和焊接速度必须达成微妙的平衡。
采用蓝光激光器对铜进行导热焊接。这是用红外激光不可能实现的。
肯比MasterTig MLS3000 氩弧焊机,肯比MasterTig MLS4000 氩弧焊机,肯比Master手工焊机,肯比Pulse铝焊机,肯比A3机器人焊机,肯比A7机器人焊机,肯比KempArc机器人焊机,肯比MIG焊机,肯比X8 MIG焊机,肯比不锈钢MIG焊机,肯比MAG焊机,西安肯比焊机,武功肯比焊机,渭南肯比焊机,宝鸡肯比焊机,汉中肯比焊机,咸阳肯比焊机,延安肯比焊机,榆林肯比焊机,鄠邑肯比焊机,长安肯比焊机。
即便如此,熔池本身也不稳定,容易产生大量飞溅。因为局部瞬时蒸发会产生微小的爆破,导致微粒从焊缝中飞溅出来,影响焊缝质量。避免该问题的方法是通过改变焊接参数,例如设置“Wobbing”运动,即走轨迹时激光束绕着轨迹上的每个点做微小摆动。这种非线性的运动方式,可减少“飞溅”问题的严重程度,但无法根本消除,还降低了焊接速度。

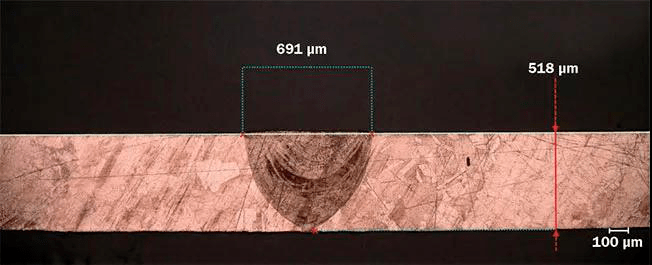
采用蓝光进行深熔焊,无飞溅。这是放大200倍的截面。
蓝光激光焊接可有效解决上述问题。蓝光的波长约为450 nm,铜金属对蓝光的吸收率可达65%。高吸收率大大增加了工艺过程窗口,可通过参数控制对焊接效果进行细微调整。蓝光焊接可以用在传导焊和匙孔焊两种方式下,均可实现“无飞溅焊接”。除了质量上的提升,蓝光焊接铜金属还具有明显的速度优势,比红外激光焊接快5倍。
除铜外,其它金属采用蓝光焊接也有这样的优点。另外,蓝光激光在焊接不同类金属的难题上,也证明了其优势。许多电子应用需要将铜和不锈钢,以及铜和铝连接起来。不同金属吸收光辐射的方式不同,熔化温度也不同。
对蓝光波长的高吸收率可对焊接参数进行调整。焊接不同金属的一个常见问题是金属间化合物的合金部分,该区域经常表现出较弱的机械和电学特性。而蓝光激光焊接可最大限度地减少金属间化合物的形成,比红外焊接多了一个质量优势。
激光器中的可靠的蓝色氮化镓二极管
蓝光激光焊接的优势来源于材料对450 nm波长吸收的物理特性。这些固有的物理特性提高了蓝光的焊接效率,缺点是功率低。据了解,目前世界上最高功率的蓝光激光器是1500 W。尚需要开发高功率蓝光激光器的关键技术,例如制造可靠的蓝色氮化镓(GaN)二极管、耦合和组合光学。
1962年发明的二极管激光器,具有操作简单和体积小的特点。单个激光二极管的功率受到有源面积大小的限制,因此被限制在相对较低的输出功率。但通过将许多单个二极管的输出组合起来,能够获得高功率的合成激光输出。
受红外直接二极管激光器(IR direct diode lasers )开发方法的启发,受益于固态照明技术(solid-state lighting )及其相关技术的进步,工程师设计了一个集成了蓝色二极管激光器输出模块的系统,创造出了适合工业应用的高质量、高功率和高亮度的光纤耦合激光器。输出光束由快轴和慢轴准直器微光学(fast-axis and slow-axis collimator micro-optics ),与传统的非球面的和偏光的宏观光学( aspheric, and polarizing macro-optics)相结合。最终将单光束耦合在200 µm纤芯的光纤内。考虑耦合和传输损失,光效率仍接近95%。
肯比MasterTig MLS3000 氩弧焊机,肯比MasterTig MLS4000 氩弧焊机
肯比Master手工焊机,肯比Pulse铝焊机,肯比A3机器人焊机,肯比A7机器人焊机,
肯比KempArc机器人焊机,肯比MIG焊机,肯比X8 MIG焊机,肯比不锈钢MIG焊机,肯比MAG焊机,
西安肯比焊机,武功肯比焊机,渭南肯比焊机,宝鸡肯比焊机,汉中肯比焊机,咸阳肯比焊机,
延安肯比焊机,榆林肯比焊机,鄠邑肯比焊机,长安肯比焊机。
蓝光激光器的应用
锂离子电池通过将多个薄铜片和铝片相邻地分层来实现高能量密度。多层电极片的连接和电池极耳的焊接,都可以使用蓝光激光器焊接。其比常规的超声波焊接和红外激光焊接速度更快,蓝光激光器一致性更好,尤其是无“飞溅污染”。因为红外激光焊接的飞溅污染物会迅速降低电池性能。

上图显示了40层10µm厚的铜箔采用蓝光焊接后的截面,无缺陷焊缝。
焊接速度和质量在其它消费电子应用上也同样重要。在许多消费电子产品中,铜必须连接到铝甚至不锈钢上。焊接不同的材料往往会产生金属化合物区域——组成和结构不同的区域,金属间化合物会降低电传导质量和焊缝机械强度。采用蓝光焊接比现有技术更有优势。
蓝光激光也适用于电子产品的大批量制造,例如手机、平板电脑、计算机等任何以铜为主要元件的应用中。蓝光激光在焊接铜、不锈钢和铝方面已经证明了其优势。事实上,蓝光激光也适用于薄金属之间的低/无缺陷快速连接。
可以想象,随着更高功率蓝光激光器的出现,新的应用也会随之出现。对于蓝光激光器来说,它的优势与材料对光波吸收的物理特性相关,其它波长激光无法替代,未来可期。
肯比MasterTig MLS3000 氩弧焊机,肯比MasterTig MLS4000 氩弧焊机
肯比Master手工焊机,肯比Pulse铝焊机,肯比A3机器人焊机,肯比A7机器人焊机,
肯比KempArc机器人焊机,肯比MIG焊机,肯比X8 MIG焊机,肯比不锈钢MIG焊机,肯比MAG焊机,
西安肯比焊机,武功肯比焊机,渭南肯比焊机,宝鸡肯比焊机,汉中肯比焊机,咸阳肯比焊机,
延安肯比焊机,榆林肯比焊机,鄠邑肯比焊机,长安肯比焊机。 萃智激光研究院
