

LORCH S系列数字化双脉冲+SpeedPulse逆变焊接系统
LORCH S系列采用数字化逆变技术,具有普通脉冲及双脉冲焊接功能,适用于不同厚度的钢材及有色金属。其双脉冲功能更能对于低于1mm的铝板进行完美对接焊接,可达到钨极氩弧焊的成型效果,且变形小,速度快。LORCHS系列更以其可控制熔滴大小向工件熔池的过渡,达到最佳的无飞溅焊接效果而令人影响深刻。超快速调节技术是S系列的奥妙所在,它以千分之几秒的反应速度对于焊接过程进行最佳控制。LORCHS系列即使不使用脉冲功能,也能对短路过渡、熔滴过渡、喷射过渡的焊接也有很好的表现。
LORCHS系列也因其工业级的暂载率,简便的“3stepstoweld”(三步焊接法),以及坚固的外壳而闻名。其坚固的握把不但为移动提供方便,也为控制面板和接头提供保护。
激光焊接 激光微加工 萃智激光研究院
2.1 S系列概要:
l 使用无段调节的数字化逆变双脉冲焊接系统
l S-SpeedPulse具有内置SpeedArc功能
l S-SpeedPulse具有内置TwinPuls双脉冲功能
l 坚固而高雅的外壳,分体式的焊接送丝系统
l 可选配单工位或双工位的焊接送丝系统
l 配专业型焊接送丝系统
l 水冷的冷却方式
l 使用”3stepstoweld”(三步焊接法)
l 配置稳定的4轮送丝系统
l 以文字显示语言选择
l 液晶数字显示焊接电流和电压
l Tiptronic功能可储存100个焊接参数
l 可选配Power-Master焊枪(包括遥控控制功能)
l 可选配推拉丝焊枪,和同步延长焊接送丝系统(最长可达43米)
l 可选购LorchNet接口或机械人接口实现自动化焊接
l 根据CE/CCC的DINEN60974-1标准测试生产、具备S-symbol和IP23的保护等级,并通过测试。
S8系列焊接系统参数
|
操作概念 |
XT |
|
类型 |
▪▪S-PulseXT ▪▪S-SpeedPulseXT ▪▪可选水冷 ▪▪分体结构 |
|
指标 |
▪MIG-MAG焊接无极调节 ▪▪焊接范围到500A ▪▪电源接头400V |
|
特色工艺 |
一元化MIG-MAG标准焊接程序 高速电弧XT(包括高速电弧) 脉冲(包括双脉冲) 高速脉冲XT(包括高速脉冲,高速双脉冲,双脉冲XT)高速打底 |
|
电流调节范围A |
25–500 |
|
暂载率100%(40°C)A |
400 |
|
暂载率60%(40°C)A |
500 |
|
最大电流暂载率% |
60 |
|
输入电压V |
3~400 |
|
容许公差% |
±15 |
|
保险丝A |
3~400 |
|
机身尺寸(L×W×H)mm |
1116×445×855 |
|
送丝机重量kg |
20.2 |
S-脉冲XTS-高速脉冲XT
u 三步焊接法操作概念
“3stepstoweld”(三步焊接法)实现完美焊接-S焊接系列的操作概念。
▪▪选择控制模式
▪▪选择母材类型/焊丝类型/保护气体
▪▪调节焊接电流(synergic一元化功能通过母材厚度来设定)

S8独立送丝机
肯倍Master Tig氩弧焊机,肯倍Master手工焊机,肯倍Pulse铝焊机,肯倍A3机器人焊机,肯倍A7机器人焊机,肯倍KempArc机器人焊机,肯倍MIG焊机,肯倍X8 MIG焊机,肯倍不锈钢MIG焊机,肯倍MAG焊机, 西安肯倍焊机,武功肯倍焊机,渭南肯倍焊机,宝鸡肯倍焊机,汉中肯倍焊机,咸阳肯倍焊机,延安肯倍焊机,榆林肯倍焊机,鄠邑肯倍焊机,长安肯倍焊机。
2.2 LORCH特色工艺
从焊丝熔滴过渡开始
Speed Pulse功能用于焊接钢和不锈钢时可提高48%的焊接速度。SpeedPulse是LORCH的最新发明的王牌产品。以产生一个完美并具生产效率的高质量焊缝为目标。为了达到这个高速焊接的目标,SpeedPulse结合了喷射电弧(SprayARC)的脉冲电弧(PulsedARC)的应用程序和质量效益。当脉冲技术在铝和不锈钢上的应用已被广泛接受的同时,SpeedPulse的出现也能提高钢材焊接速度、熔渗深度、以及高质量美观焊缝的焊接效果。
为了使立焊也能达到高速焊接的这个目标,LORCH为S-SpeedPulse研发了SpeedUp的焊接功能。SpeedUp功能在垂直向上立焊时,以一道成形取代往常的垂直向上摆动立焊焊接法,从而提升48%的焊接速度。
说到高质量的焊接速度,一切从焊丝熔滴过渡开始。每一个脉冲必需使填充焊丝的熔化量最大化。普通脉冲只是通过每一个熔滴过渡到工件,而Speed-Pulse的脉冲几乎是通过不断流动的熔滴过渡到工件。

主熔滴形成在焊丝末端
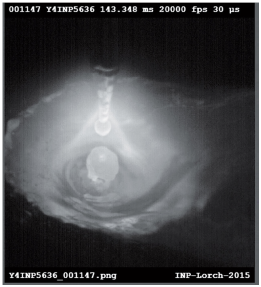
主熔滴分离,允许次级熔滴形成
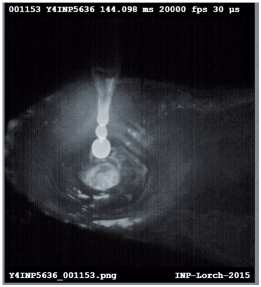
主熔滴进入熔池,次熔滴分离
u 毫不费力的点焊
其他的脉冲电弧在进行点焊时可能会断弧,我们带SpeedPulseXT功能
的S系列焊机不会错过任何一个脉冲,并且能够顺利地完成任何焊接任
务。除了将飞溅控制在最低水平外,我们的控制技术还可以完全地消除
频率突变。最后我们可以听到恒定频率发出的悦耳的声音,得到一流的
无缺陷的焊缝。
u 智能起弧-智能收弧技术
无论是在起弧,焊接还是收弧阶段,您都可以独立地选择特定的弧长设置,新的S系列焊机为您提供必要的方法来系统性地影响能量输入。它是一种简单而睿智的解决方案,可以帮助您减少甚至消除焊缝的初期熔合缺陷。焊工也可以用这种方法在焊接结束时通过很好的填弧坑功能得到一个干净漂亮的焊缝末端。
u 变弧长控制
新的S系列焊机直观便捷的使用方法与对脉冲电弧明显提高的控制功能相结合,使焊接工作人员在焊接过程中可以通过调节焊枪和工件的距离来轻松的应对出现的不同状况。无论您是进行变焊缝宽度焊接,还是进行不平整工作表面的焊接,甚至是在困难位置的焊接,例如角落焊接,变弧长控制功能都将使焊接变得易于掌握。
肯倍Master Tig氩弧焊机,肯倍Master手工焊机,肯倍Pulse铝焊机,肯倍A3机器人焊机,肯倍A7机器人焊机,肯倍KempArc机器人焊机,肯倍MIG焊机,肯倍X8 MIG焊机,肯倍不锈钢MIG焊机,肯倍MAG焊机, 西安肯倍比焊机,武功肯比焊机,渭南肯比焊机,宝鸡肯比焊机,汉中肯比焊机,咸阳肯比焊机,延安肯比焊机,榆林肯比焊机比,鄠邑肯比焊机,长安肯比焊机。
2.3 优化工艺包软件
u SpeedPulseXT(高速脉冲)
SPEED=生产率每处的焊接都体现着Lorch带来的增值
SpeedPulse能提速48%
高速焊接的实质是提高焊丝熔化效率,一般来说,脉冲焊接是一个脉冲过渡一个熔滴,然而,Lorch的工艺专家找到一种方法来增大这些熔滴的体积,这样,
就能精确控制熔滴流非常稳定地持续过渡到熔池。无论用于手工焊还是自动焊,速度优势马上就能显现出来。焊接不锈钢可以快30%,焊接碳钢可以快48%。
更深的熔深—强度更高,噪音更小
只有获得完美的根部熔合效果,焊缝才能坚固。Lorch的SSpeedPulse(高速脉冲)系列呈现高质量的焊缝外观和卓越的熔敷特性,熔深更深,强度更
强。用来焊接铝合金同样是一款理想的选择,可以极大地减少气孔率。SpeedPulse焊接起来更安静,SpeedPulse较普通脉冲电弧声低10分贝
SpeedPulse焊接更容易,无须焊后处理
SpeedPulse的电弧非常稳定,使焊工对电弧的操控更容易。在使用任何大小的焊接电流进行焊接时,电弧能量都能非常集中地直接进入熔池里。一般来说,直流MIG-MAG焊在焊接不同板厚的材料时需要更换不同直径的焊丝,现在,对于SpeedPulse来说,即使使用1.2mm的焊丝来焊接1.0mm的板也完全能胜任。SpeedPulse同时还使得整个焊接过程更“冷”,这在焊接不锈钢的时候从材料的颜色可以很明显地看出来。
SpeedPulse—焊接碳钢的不二选择
SpeedPulse焊接碳钢,操作更容易而且焊缝质量更好,同时,您更可以用SpeedPulse来焊接不锈钢和铝合金。一向认为,脉冲焊接碳钢比直流MIG-MAG焊速度要慢,但是这已成为历史。SpeedPulse在高速焊接领域中是一种最好的焊接工艺。
u SpeedArcXT(高速电弧)
开辟焊接行业的精益焊接新时代15mm也能一道成型
MIG-MAG焊接的巅峰之作:速度提高30%
SpeedArc是一种高能量密度的浓缩电弧,可产生高的弧压。与传统的MIG-MAG焊相比,焊接速度可提高30%。
SpeedArc特别适合于窄焊缝
集中而稳定的电弧使SpeedArc具有卓越的电弧操控性能,可使用大的干伸长进行窄间隙焊接。
就算是15mm,也只需一道成形
MIG-MAG焊接的巅峰之作。SpeedArc的高效率不仅仅来源于高的焊接速度,而且来自于焊道数量的减少—
Lorch的SpeedArc工艺使以前需要多道才能完成的焊接任务,减少到即使是15mm的厚板也只需一道成形。
SpeedArc可节省原材料
一般的焊接工艺需要60°的焊接坡口,而SpeedArc只需要40°的坡口就能达到相应的焊接要求。变形小,焊接速度快,成型美观,达到省时省工省料的效果,给用户带来巨大的经济效益。
u SpeedTwinPuls XT(高速双脉冲)
能以最快的速度完成最漂亮的焊缝
速度更快,但是几乎无飞溅
电弧长度是影响焊接效果的重要因素。数字化弧长控制保持电弧长度的恒定,即使工件高低不平,也能保持最佳的焊接质量。同样地,对于peed-TwinPulse来说,也是一样。偏差在瞬间就能被检测到,并加以补偿,即使干伸长发生很大改变,Speed-TwinPulse也能迅速做出调整。简单来说,这就为焊接过程的稳定增加了安全系数。众所周知,普通双脉冲焊接铝合金和不锈钢可以获得很好的焊接效果。然而,现在我们还能展现更为强大的优势!那就是显著提高生产率。在普通双脉冲(TwinPulse®)的基础上结合属于Lorch专利的SpeedPulse®(高速脉冲)技术,使得焊接效率大幅提高,于是,我们称之为Speed-TwinPulse® (高速双脉冲)。使用Speed-TwinPulse能使焊接速度难以置信地提高20-30%。
u SpeedUp(高速立向上)
每个焊工都能超水平发挥
立向上焊,变得前所未有的容易
想获得完美的立向上焊缝非常困难,熔池的温度不能太低,根部的熔合尤其重要,焊接时焊工必须很用心专注,只有极少数的专业焊工所掌握的“叠三角”或“圣诞树”形状的运条方法才能完成焊接,除此之外,别无他法。掌握如此高难度技能的专业焊工,被人们尊称为“圣诞树”焊接手。这种工艺非常耗时耗力,所以,焊接行业一直在寻找一种更简单的焊接工艺。现在,我们的焊接工程师终于完成了人们的夙愿。
SpeedUp 让立向上焊接工艺变得更简单!SpeedUp,奥妙就在于它组合了两种焊接工艺,或者更确切地说是组合了两种不同的焊接过程。首先是“热”阶段,高能量的输入先使母材熔化达到最佳的效果。由于有精确的电弧控制,然后焊接过程几乎没有任何飞溅地过渡到下一阶段—“冷”阶段。
SpeedUp 为立向上焊接提速!如果你想安放一条细电缆,却得用锤子在墙上开一个很大的孔,那么之后你又需要花更多时间去将孔填平,这就类似于到目前为止,焊接行业内立向上焊接的工艺现状。然而,Lorch发明的SpeedUp更像是一种精准的工具:只在墙上打出尺寸刚好的小孔,这样接下来填平孔洞的速度就非常迅速。即使板厚12m m,依然能获得符合要求的、精确的焊脚尺寸。Lorch机器的高端控制技术,精准地令SpeedUp产生能量集中的电弧,使得碳钢和不锈钢的立向上焊接速度大大提高。而具备脉冲控制的S-SpeedPulse焊机焊接速度更能提高100%。
u MSpeedRoot(高速打底)
打底也可以采用MIG-MAG焊
最大的焊缝搭桥能力与最佳的熔池控制
MIG代替TIG应用于打底焊中,一向我们对于根焊的基本要求是单面焊,双面成型,以及要求尽可能地没有气孔。这样,人们往往有一个定向思维,打底焊 = TIG 焊。TIG操作简单,但是焊接速度缓慢。
“冷”“Cool”到底,当考虑用 MIG-MAG工艺进行打底时,短路电弧因其焊接热量低,通常是首选。然而又因为在短路过程中,焊接电流和电压突然增大导致熔滴过渡过程产生焊丝爆断。焊丝的爆断对焊缝间隙以及熔池的冲击大且不规则,容易导致熔池被焊丝穿漏。
完美的“波浪”,SpeedRoot®(高速打底)工艺中的时序控制是决定性因素。SpeedRoot的奥妙在于充分利用电弧在焊丝上燃烧的位置以及熔池的震荡波动来实现熔滴分离,进而大大减少了热输入量。
智能化的简单操作简洁的设备操作以及对电弧完美的操控性能是提高生产率的关键。3mm的板厚,4mm的间隙,使用SpeedRoot®功能,无须摆动,就能达到最佳的焊接质量。
u SpeedCold(高速冷焊)
针对冷薄板焊接的低效率
SpeedCold在薄板焊接过程中可以保证电弧的稳定性并且可以让您告别粘性飞溅。带Speed-Cold功能的Lorch S系列焊机甚至可以焊接厚度为0.5mm的薄板,而且几乎完全避免了返工。飞溅的温度这么‘冷’以至于它通常不会粘在母材上。
SpeedCold在做金属薄板对接,搭接和角接时性能卓越。以毫秒为单位响应弧中的任何变化,SpeedCold控制系统的独特之处在于其卓越的焊缝控制以及突出的焊缝成形和间隙桥接性能,特别是针对CrNi钢和碳钢的焊接。更低的热量输入带来更小的变形,更少的飞溅和更低的能耗,这都意味着更少的返工。值得注意的是,我们还没有提及该工艺带来的速度优势。该工业可以满足您对薄板焊接的所有要求。
肯倍Master Tig氩弧焊机,肯倍Master手工焊机,肯倍Pulse铝焊机,肯倍A3机器人焊机,肯倍A7机器人焊机,肯倍KempArc机器人焊机,肯倍MIG焊机,肯倍X8 MIG焊机,肯倍不锈钢MIG焊机,肯倍MAG焊机,西安肯倍比焊机,武功肯比焊机,渭南肯比焊机,宝鸡肯比焊机,汉中肯比焊机,咸阳肯比焊机,延安肯比焊机,榆林肯比焊机比,激光焊接 激光微加工 萃智激光研究院,鄠邑肯比焊机,长安肯比焊机。 激光焊接 激光微加工 萃智激光研究院